





復合激光與環形光斑差異化應用
復合激光和環形光斑當下都在鋰電領域得到大規模應用,具體各自的差異做個簡單總結,希望能夠啟發工藝、擴展到其他行業進行應用。
首先看光源和光路設計上的差異:
環形光斑:激光通過特制的光纖傳輸至激光頭,經過準直鏡和聚焦鏡后,于工件表面形成相應尺寸的光斑,該特制光纖由內外兩部分光纖組成,分別負責傳輸中心高斯激光和外環多模激光,外部為低功率密度的環形激光,內部為高功率密度的圓形高斯激光,且中心激光和外環激光都能獨立調節功率,根據工藝要求任意搭配。在同等激光功率和外部條件下,中心高斯激光的功率要遠高于環激光的功率密度,因此,在可調環模式激光焊接過程中,高功率密度的中心激光主要用于產生匙孔而形成熔深,低功率密度的外部環激光主要用于穩定匙孔和熔池,影響熔寬和外觀。
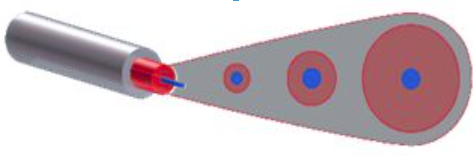


環形光斑可實現小光斑高能量密度的中心光束和較大環形光束任意組合搭配,芯徑可根據不同深寬比、不同能量密度、不同速度、不同表面質量、不同間隙裝配要求等任意搭配,常見芯徑配比如圖。

圖片來自IPG官網
復合激光:通常是外光路去耦合,通過復合準直聚焦頭,使得光纖激光(1060-1080)與半導體激光(大光斑平頂光束-450/532/915)經過不同光路從聚焦鏡頭重疊復合輸出,得到復合光束。實際使用時可以根據具體工藝要求任意搭配兩束激光,可選擇不同光纖芯徑、不同波段半導體激光進行搭配,多波長復合尤其適用于高反材料:銅、鋁等,常用芯徑比為20-400。兩束激光同軸分布且兩束激光的焦平面可以靈活調節,使產品焊后既具備半導體激光器焊接的光滑表面,又具備光纖激光器焊接的高深寬比。


圖片來自論文[1]

將半導體激光束與光纖激光束經焊接頭外部耦合后,可以通過調節折射鏡片的位置角度對兩束激光同軸度以及焦平面進行靈活調節,從而實現不同的復合形式,如下圖所示。

紅色分別為半導體激光光斑和光纖激光光斑[2]

半導體激光與光纖激光熱源排列示意圖[2]
不同形式的熱源組合,實現不同熱輸入控制,可以抑制氣孔、裂紋等缺陷。
從應用上看差異:


環形光斑:主打低飛濺:環形光束打在匙孔周圍,導致金屬液體快速蒸發,蒸發金屬蒸汽給到熔池一個向下的反作用力,下壓熔池開口,使得焊接過程熔池匙孔開口呈現“Y”型,從而抑制了熔池表面的播波動,降低了熔池波動蓋住匙孔,遮擋匙孔內等離子體正常噴涌而出,從而降低飛濺發生概率,通過高速攝影研究發現,相比純光纖(高斯能量分布)激光,環形能夠將原來匙孔閉口時間占比由24%降到2%左右,匙孔閉合越少,飛濺發生幾率越低,能夠相比傳統高斯激光能降低92%以上的飛濺,尤其是杜絕了由大飛濺導致質量損失而形成凹坑的缺陷[3]。
復合激光焊接:
主打多波復合:紅藍復合、915與1070復合、紅綠復合等,主要是結合半導體激光器的高吸收率預熱材料,從而實現對1070波長紅光的吸收率大幅上升,同時由于半導體激光的功率密度相較于光纖激光較小,可以實現將穩定熱導焊與深熔焊相結合,實現高反合金(鋁、銅)的高效焊接,也同樣能夠實現低飛濺焊接。

圖片來自聯贏激光官網

激光復合焊示意圖[4]

復合焊與高斯激光匙孔形態對比圖[4]
激光之所以不穩定的主要特征就是匙孔的不規則波動、不規則形態導致接收激光的吸收率時刻在波動,金屬蒸發量也時刻在波動,使得內部受力平衡處于極端不穩定狀態,從而造成諸如氣孔、飛濺等缺陷無法杜絕。從匙孔形態可知:復合激光焊接能夠穩定時刻形態使得時刻呈現規則的上寬下窄的圓柱形態,時刻內部波動程度極大降低,受力平衡趨于穩定,焊接缺陷也得到極大抑制,直觀表現為低飛濺、平滑焊縫表面。
應用工況差異:

?環形光斑:光路設計緊湊、穩定、調試簡單、內外環芯經搭配靈活,可實現超高速焊接,能夠匹配各種準直聚焦頭、振鏡。
復合激光:

?兩套激光光源外光路集成、成本可控、兩激光熱源焦平面、間距、排列形式可自由搭配,能夠對不等厚板、超薄搭接、高反合金等進行工藝調整;
?可搭配擺動頭實現半導體不動,光纖自由擺動,在熱源選擇與分布上更自由,可實現各種熱源分配適應各種特殊工藝;
?熱影響區更大,能量利用率更高,外觀光滑,對配合間隙要求低,降低氣孔率,降低裂紋敏感性上有很大空間
1. Zhao, Y., et al., Stability enhancement of molten pool and keyhole for 2195 AlLi alloy using fiber-diode laser hybrid welding.Journal of Manufacturing Processes, 2023. 85: p. 724-741.
2. Yang, H., et al., Study on laser welding of copper material by hybrid light source of blue diode laser and fiber laser.Journal of Laser Applications, 2021. 33(3): p. 032018.
3. Wang, L., X. Gao, and F. Kong, Keyhole dynamic status and spatter behavior during welding of stainless steel with adjustable-ring mode laser beam.Journal of Manufacturing Processes, 2022. 74: p. 201-219.
4. Zhan, X., et al., Microstructure characteristics and mechanical properties of fiber-diode hybrid laser welded 304 austenitic stainless steel.Materials Science and Engineering: A, 2022. 854: p. 143884.
轉載請注明出處。


 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀














 關注我們
關注我們

