





據悉,新開發的高亮度4千瓦振蕩器結合LBC技術,這是一種動態光束形狀控制,帶來了切割性能顯著的改進。
光纖激光器具有比CO2激光器更高的能量轉換效率,從而實現了簡單的結構和節能設計。因此,在金屬板材的激光切割工藝中,由于其維護量減少、波長和其他優點提高了金屬吸收率,操作員已加快了從CO2激光器到光纖激光器的使用。在實際應用中,光纖激光器在薄金屬板材的高速切割過程中優于CO2激光器。然而,隨著金屬板厚度的增加,在浮渣粘附、切割表面質量和其他因素方面,光纖激光器的性能不如CO2激光器時,就會出現問題。
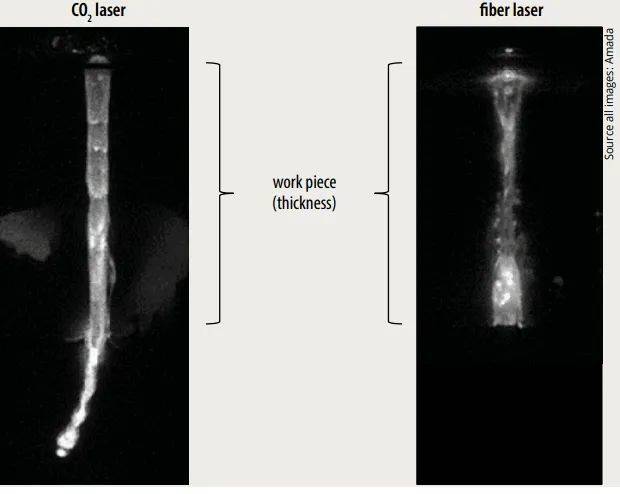
圖1 CO2激光器和光纖激光器典型切割性能的比較。
根據我們在Amada公司在光纖激光器方面的廣泛研發經驗,我們決定通過分析和比較CO2激光器和光纖激光器的切割性能,重點研究光對金屬材料的影響。我們利用Amada自己的光纖激光器產品線,對光纖激光器發出的光進行了廣泛的試驗。圖1顯示了CO2激光器和光纖激光器之間切割性能的比較。可以看出,當使用CO2激光器時,熔融金屬流動平穩,但在使用光纖激光器時,流動不平穩。對熔融金屬的流動狀態和熔融溫度進行了反復的物理性能對比分析。該分析使Amada開發了兩種光束輪廓控制技術。
為了提高光纖激光器的金屬切削性能,多家公司開發了多種光束輪廓控制技術,但這些都是靜態控制方法(圖2)。
Amada還使用ENSIS技術,這是一種靜態控制光束輪廓的方法。使用該技術改進的切割性能甚至在6千瓦及以上的高功率光纖激光器中提供了有效的性能。然而,通常隨著振蕩器輸出的增加,功耗也會增加,激光機也會變得更昂貴。
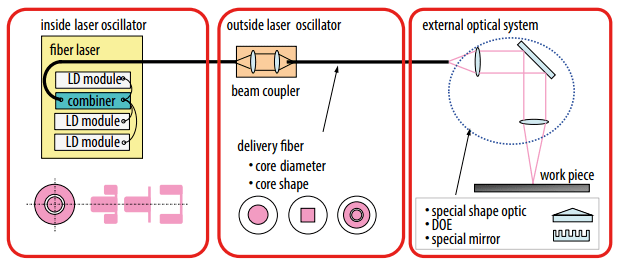
圖2典型光束輪廓控制方法。
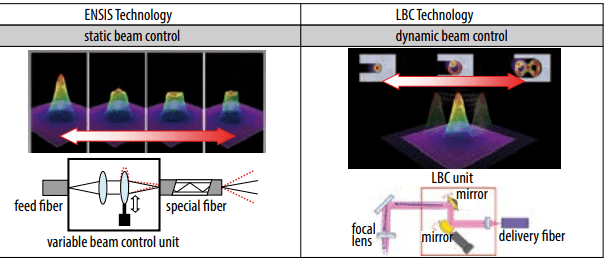
圖3 Amada的兩種光束輪廓控制方法。
因此,從可持續發展目標(SDG)的角度來看,Amada致力于在低功耗的中等輸出范圍內改善光纖振蕩器的切割性能。在Amada,我們利用激光束高速振蕩的動態光束輪廓控制技術,對切割性能改善的效果和最佳振蕩方法進行了研發。我們可以通過高速振蕩光纖激光器的低階焦點到任何選定形狀,同時保持高亮度,從而顯著提高激光束與金屬之間的相互作用效率。
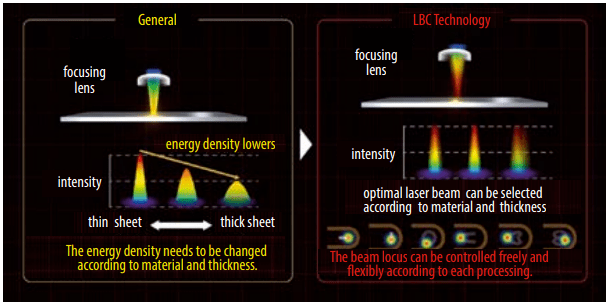
圖4軌跡束控制(LBC)技術與傳統切割方法的比較。
圖4顯示了無光束控制的傳統激光切割方法和使用軌跡光束控制(LBC)技術的激光束圖像。對于無光束控制的傳統激光切割方法,如圖所示,當切割薄片時,光纖激光器的光束非常銳利,聚焦在金屬材料表面的一個小區域,并以高能量密度迅速熔化材料,以進行高速切割。對于中厚板切割,通過改變透鏡和金屬材料之間的距離來改變焦點位置,以獲得合適的切割寬度,并增加金屬材料表面上的聚焦直徑進行切割。在相同的激光功率下,激光的能量密度隨著聚焦直徑的增加而降低。能量密度越低,金屬材料熔化所需的時間越長,因此切割速度越慢。補償能量密度降低的一種方法是增加照射金屬材料的激光的功率輸出。這也是近年來提高光纖激光器振蕩器輸出功率的競爭日益激烈的原因之一。另一方面,LBC技術是一種切割方法,它通過高速振蕩光來控制光束路徑,以匹配材料和厚度,同時保持高能量密度的銳利光。因此,通過控制高能量密度的強光,激光能量可以比以前更有效地作用于金屬材料。
激光束對金屬材料的吸收率隨光束入射角的變化而變化。如圖5所示,吸收率增加時的入射角。
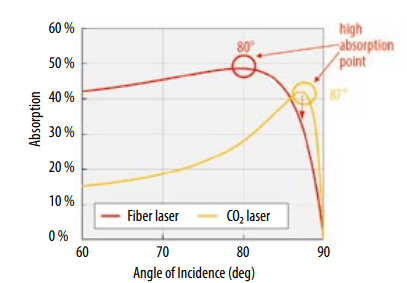
圖5激光在鐵中的吸收與入射角的關系。
如果光纖激光器以與CO2激光器相同的入射角發射,光纖激光器的吸收率將低于CO2激光器。為了有效利用光纖激光器的能量,必須減小入射角。與傳統的激光切割方法相比,LBC技術可以顯著提高切割速度,減少材料背面的浮渣粘附。
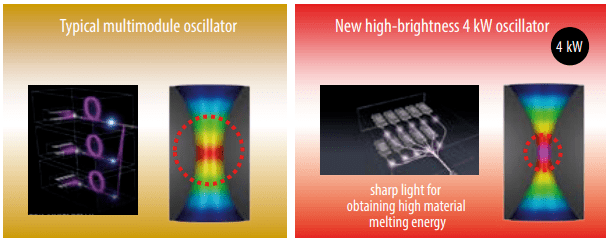
圖6新型高亮度4kw振蕩器。
這種LBC技術的效果也被發現適用于具有高能量密度的強光。因此,Amada開發了一種單模塊4kW振蕩器,具有高能量密度的強光。傳統的多模組合并輸出由多個激光模塊產生的光束,使其難以獲得清晰、高亮度的光。新開發的高亮度4千瓦振蕩器與LBC技術結合使用,與傳統方法相比,能夠顯著改善切割性能。
此外,由于其動態波束形狀,LBC技術具有定向波束輪廓,這取決于波束的振蕩模式。這意味著需要旋轉光束的振蕩模式,以匹配切削前進方向。如果圖案沒有旋轉,我們得到圖7a所示的結果,如果旋轉的時間與激光頭的時間不同,我們得到圖7b所示的結果。即使旋轉是適時的,光束振蕩模式也可能在拐角處產生咬合,如圖7c所示。在這些情況下,切割不會產生所需的形狀,因此Amada還開發了控制技術來防止這些問題。我們稱之為矢量控制技術。矢量控制允許用戶從任何切割方向獲得合適的切割形狀(圖7d)。
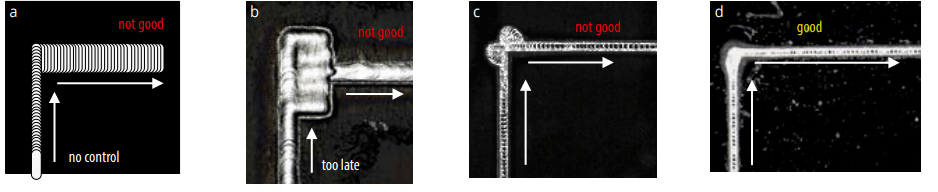
圖7 LBC技術具有定向波束輪廓,在拐角處(a–c)產生問題。矢量控制可以克服這些(d)。
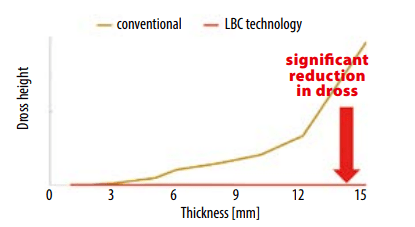
圖8不銹鋼浮渣高度的比較。
實施LBC技術的一個結果是提高了鋁的切割速度。當傳統切割方法的切割速度為100%時,LBC技術將切割速度提高約兩倍。該切割速度相當于1.5到2倍激光功率的振蕩器的性能。對切割不銹鋼成本的比較表明,與傳統方法相比,成本顯著降低約50%。通過使用LBC技術的不同振蕩模式,浮渣也顯著減少(圖8)。LBC的高強度強光和適當的振動也可以使低碳鋼具有良好的切割表面,從而實現穩定的氧氣切割,而使用傳統方法很難切割低碳鋼(圖9)。
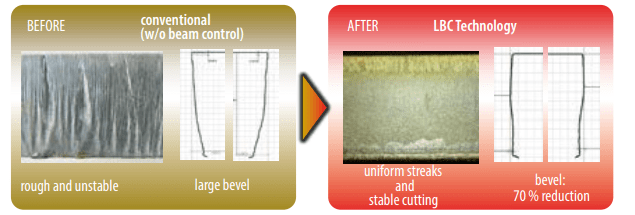
圖9 22 mm厚軟鋼的比較。
來源:Photonics Views - 2022 - Yamanashi - Enhancing cutting performance with an oscillating laser beam, DOI: 10.1002/phvs.202200011
轉載請注明出處。


 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀














 關注我們
關注我們

